Speed 400 Cloudster Project
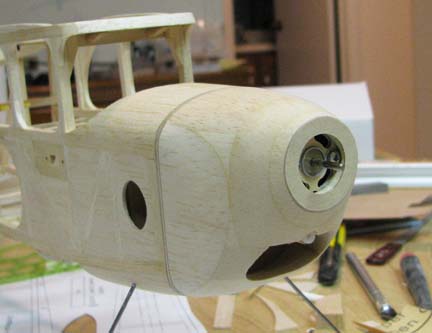
I was not happy with the cowl-spinner interface
fit. In the picture below, you can see that the base radius of the aluminum
spinner flange is smaller than the radius of the front face of the cowl by
at least 1/16".

In order to correct this mismatch in the
cowl-spinner interface, the radius of the front face of the cowl has to be
reduced by 1/16". However, as you can see in the picture below, this is not
possible because there is only a 1/16" left on the front face of the
cowl opening. Notice that the motor mount stops an 1/8" short of the front
face.

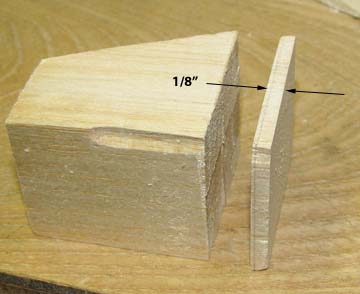
So another 1/8" cross grain wafer was cut off of
the 2" block as shown below.
This wafer was then cut and trimmed into a
circular plug to fit inside of the front face of the cowl opening an 1/8"
and glued in place as shown below.

Next, the inner partion of the plug was cut out
so as to leave a 3/16" toroidal ring inside the cowl opening as shown below.

The ring was carefully sanded flush with the
front face of the cowl and a piece of 1/64" plywood was glued onto the front
surface. The picture below shows the large steel square block used as a
weight to press the 1/64" plywood onto the front face of the cowl while the
glue dried.

A hole was cut out of the plywood to match the
hole in the toroidal ring as shown below.

The aluminum spinner flange was slipped onto the
motor shaft and used to mark the outer trim diameter on the 1/64" plywood as
shown below.

This picture just shows the outer circle that was
marked in the plywood.

The cowl and 1/64" plywood was then trimmed and
sanded down to the marked circle as shown below. Now the cowl has a hard
plywood surface on the front to protect it from damage.
In the four pictures below, you will see the
close fit that the aluminum spinner flange makes with the front face of the
cowl.
Side View

Right Side Quarter View

Right Bottom Quarter View
(Notice the enlarged inlet opening)

Top View

I am now pleased with the fit and functionality
of the cowl and I will move on to wiring up the electrical power train using
connectors...............................Tandy